

注塑机的快速换模系统可以实时反映锁模力的大小。 当模具工作不正常时,它将提前停止警报。 它在工作过程中不使用电力,并且不受电源故障的影响。 注塑机的快速换模系统具有多层安全保护措施,可防止误操作并实时保护系统的安全运行。 现有的安全检测方法如下。
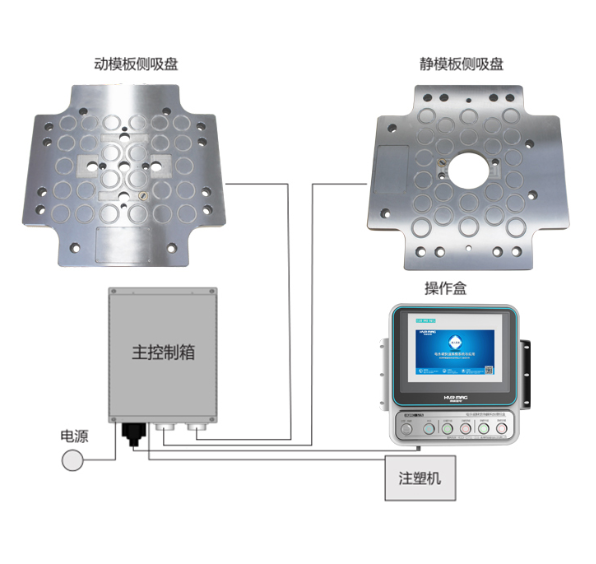
注塑机快速换模系统
1.合模检测
在换模状态下,动态和静态模具必须处于夹紧和加压状态,并且在可以执行磁化操作之前,将注模电动静态模板紧紧固定在适当的位置。 这种联锁控制避免了由模具和电磁卡盘引起的异物或间隙。 磁化强度不足,影响安全操作;
2.磁通检测
快速换模系统被磁化后,控制器会实时检测磁化强度。 仅当磁化强度达到安全值时,控制系统才会报告磁化成功信号,否则会报告故障信号。 在磁化成功之后并且在注塑过程中,磁通量检测传感器会实时检测磁卡盘和模具之间的磁通量。 只要磁通量略有下降,快速换模系统就能迅速发出故障警报信号并停止自动注塑机。 跑。 磁通检测传感器分布在永磁卡盘的多个区域中。
3.距离检测
距离检测传感器用于检测模具和磁性卡盘之间的距离。 仅当模具与电磁吸盘之间的距离小于0.2mm时,控制器才能执行去磁操作。 否则,将报告故障信号。 在注射过程中,当模具与电磁吸盘之间的距离由于意外情况的影响而超过0.2mm时,快速换模系统会报告故障信号并停止注塑机的自动运行;
4.温度检测
温度检测用于防止由于温度过高导致永磁吸盘退磁,从而导致磁吸盘的吸力降低。 当永磁吸盘的温度超过设定温度时,控制系统会自动发出警报信号,并停止注塑机的自动运行。
5.励磁电流强度检测
当永磁吸盘执行退磁动作时,控制系统检测到退磁和退磁的脉冲电流。 仅在达到所需值后,才会报告退磁成功的信号;
6.模具失准检测
模具未对准传感器在注射状态下实时检测模具的位置。 当模具的位置略有打滑时,控制系统可以迅速报告故障信号并停止注塑机的自动运行;
7.换模状态和注射状态之间的切换采用按键开关。 消磁操作被设计为“消磁锁”双按钮。 退磁操作仅在同时按下两个按钮时有效,以防止发生误操作。 在注入状态下,充,退磁操作完全无效;
8.安全门关闭检测
更换模具时,必须关闭安全门以保护操作员的安全。
9.快速换模系统的故障输出和注塑机互锁控制的自动操作快速换模永磁控制系统具有一个被动触点,用于与注塑机互锁控制。 仅当每个检测信号正常时,快速换模系统才正常。 动态和静态模具成功磁化后,将钥匙开关转到注塑状态,并闭合触点,使注塑机自动运行。 如果出现任何故障信号或将钥匙开关旋转至换模状态,则触点将立即断开,从而停止注塑机的自动运行。
以上是与您共享的快速换模系统的相关内容。 希望通过以上内容,您可以对快速换模系统产品有更好的了解和理解。
上一篇:快速换模流程的两个原则是什么
下一篇:注塑机快速换模的三个锁模要点