

注塑机快速锁模换模的原理构造
众所周知,注塑机在加工研磨工具时需要大量辅助工具。 在许多注塑机公司中,使用传统的手动换模方法。 快速换模方法在一定程度上减少了换模时间,但是在控制上仍然存在很多问题。
注射成型是用于生产工业产品的方法。 产品通常由橡胶和塑料制成。 注射成型也可以分为注射成型和压缩成型方法和压铸。 在安装或用作最终产品之前,不需要任何其他处理。 解锁模具最容易产生振动,振动对机器的寿命和稳定性有更大的影响。
因此,在调节模具的开合时,请注意以下几点:缓慢的开模速度是指启动模具的速度,因此该速度低于中速。 通常,使用低压力和中压力,因为模具在夹紧过程中会产生一定程度的变形以产生夹紧力。因此,起始压力可以适当增大,通常约为50%,并且低速位置取决于型号。 通常,当模具打开到一点位置时,模具快速打开以减少模具打开时间。 可以适当地增加快速开模速度的速度以减少开模时间,但是由于快速开模期间的冲击和惯性较大,因此必须适当地打开快速开模位置和减速模具开度位置, 并且必须经过一定距离才能消除惯性对开模最终位置的影响。 但是,如果间隔太大,则开模时间会延长,并且可以将减速压力和开模速度调节得非常小。 通常,它约为10到20,只要它可以支持模板的最小功率即可克服阻力。 模具终止时,尽量不要有冲击反弹现象。 由于回弹时的加速度非常大,因此铰链上的磨损也很大,并且模具开口的终端位置不能稳定在较小的范围内。
快速夹紧速度可以适当地大以减少模具转移时间,但是压力不必太大。 快速夹紧位置必须大于产品厚度,并且产品厚度位置必须转换为低压夹紧。 低压夹紧速度一般控制在30%以内,压力一般为0。特别是,在抵消模具弹簧/滑块的阻力后,必须控制模具以减小阻力,以达到低压的目的。 保护。 低压夹紧位置是紧紧固定模具轮廓后的计算机显示位置。 可以按以下步骤进行调整:将低压夹紧位置调节到600P,然后按合模直到模具表面变紧,然后按取消。 计算机将自动更改低压夹紧位置。 然后,在此位置适当添加10-20P,以防止机器过于敏感而无法检测并反复报警。
浅谈如何实现快速换模
此处介绍的快速换模是如何减少换模时间并提高换模期间的生产时间。 最常见的是在压力机和注塑机上更换模具。
为了提高换模效率,打孔机需要满足以下机电要求:
1.定位
2.移入模具
3.快速锁定模具。
首先,模具必须准确定位。 定位销安装在打孔压板工作表面的另一侧,在模具底板上加工两个V形槽。 定位销和V型槽的位置必须基于最大模具的交叉中心线。 要确定,请注意,需要修改小模具才能获得模具底板。 或根据模具数量确定模具座
其次,安装模具升降器和模具臂,并且将模具升降器和模具移动器安装在工作台上,从而可以容易地在模具上移动模具。
安装液压夹,以使其快速拧紧。
注塑机模具换模效率的提高还应满足以下几点:
1、定位
2、模具在注射模腔中平稳移动
3、锁模
4、接触水管。
首先,注塑机模具的定位由注塑机上的定位环确定。 这需要对模具的底板进行修改。 通常,对模具底板的底部和侧面进行修改以实现此目的。 保持下模板与所有模具的中心孔之间的距离,保持模具非操作表面的模具底板与中心孔之间的距离,并在注塑机模板上安装定位销。
2、模具在型腔中移动。 如果有托架,则可以使用托架来匹配定位销的使用。 如果没有托架,则需要在模板的底部安装滚轴,以调整型腔中的模具。 要求是辊的滚动速率必须很高。
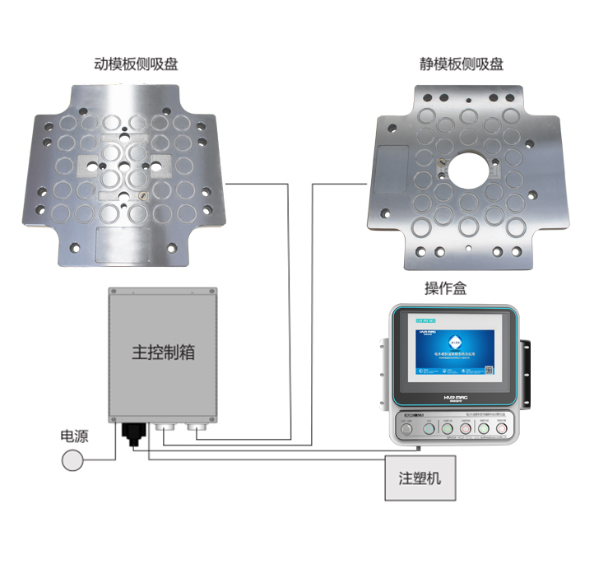
3、要锁定模具,您需要安装电磁夹紧系统以使其快速固定。